1、以最簡單的結構做出最優(yōu)良的產品(這叫性價比,降低制造成本提高成品市場竟爭力)。
2、以與產品結構性能最匹配的材料做為產品的首選材料;
3、壁厚不宜過厚并且要盡量均勻(壁厚理論上取產品長度的1/10)一般1.2、1.5、2.0、2.2、2.5、3.0等。
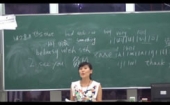
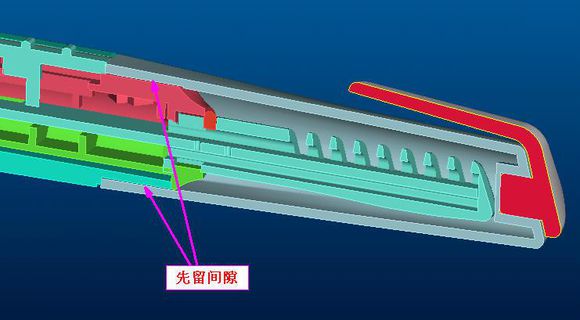
4、產品配合位設計時不能設計成零對零(即兩零件之間不能沒有間隙,后附圖),一般都要預留0.1的間隙,結構設計中把0.15以下稱死配合,0.15以上稱運動配合。
5、在進行產品結構設計時產品外形的直身位和涉及到裝配位都要加上脫模斜度。
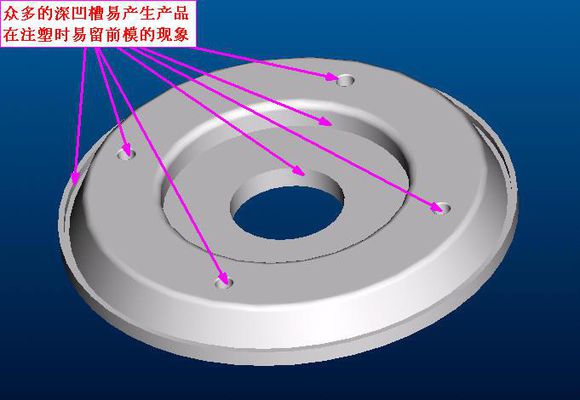
6、產品內部無關緊要的特征可以讓模具設計人來增加脫模斜度,結構設計人員只需要在后期的工程圖加上未注脫模斜度多少度的字樣,給脫模斜度時盡量給到2度以上(如果表面曬粗紋甚至要給7度以上,一般來說曬紋深度加0.01,脫模斜度增加2度),另前模部份脫模斜度可加大,可以防止產品在注塑時留前模。

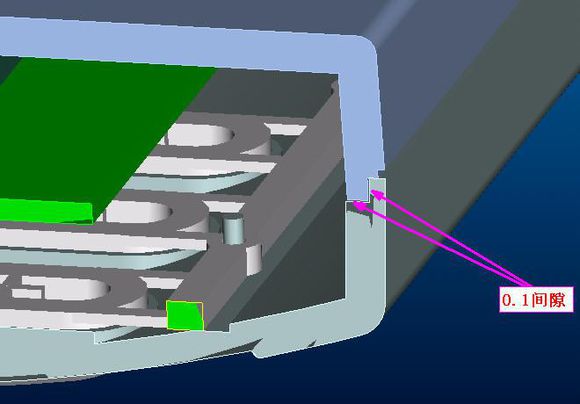
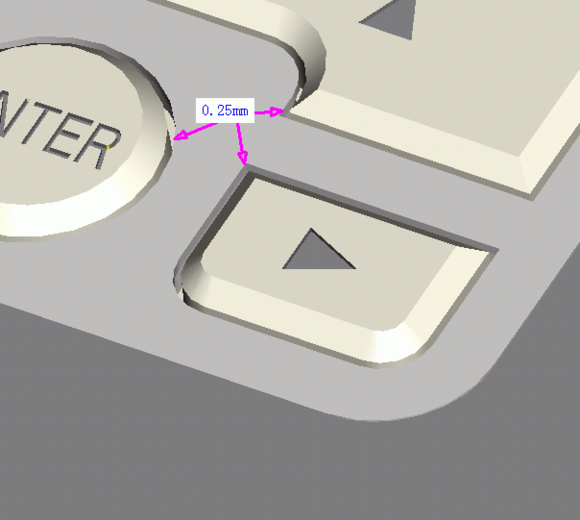
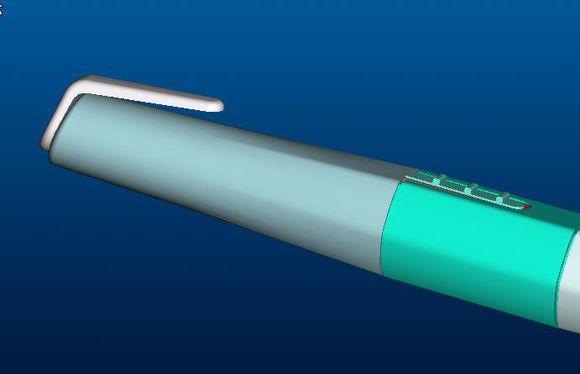
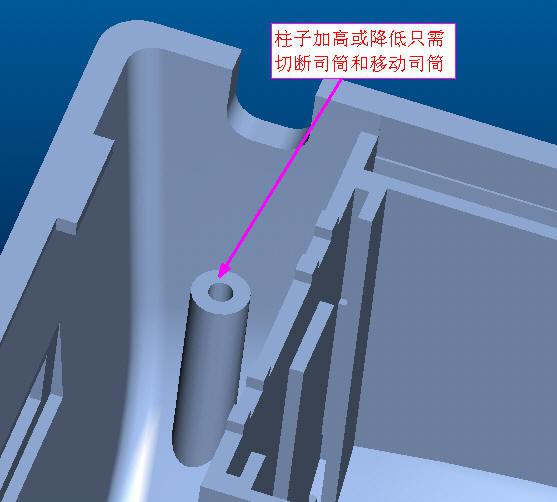
7、產品設計要秉承加膠容易減膠難的設計原則,特別對一些要進行緊配合的產品如筆蓋與筆筒(后附圖),可以先行做松一點再進行適當?shù)募幽z進行緊配合,那么為什么加膠容易,因為一般的加膠在改模時只要用銅公再打一次火花就可以,減膠則要燒焊 (分型面加膠除外,如枕位處加膠則也要燒焊,后附圖),分型面枕位處更改 柱子加膠。
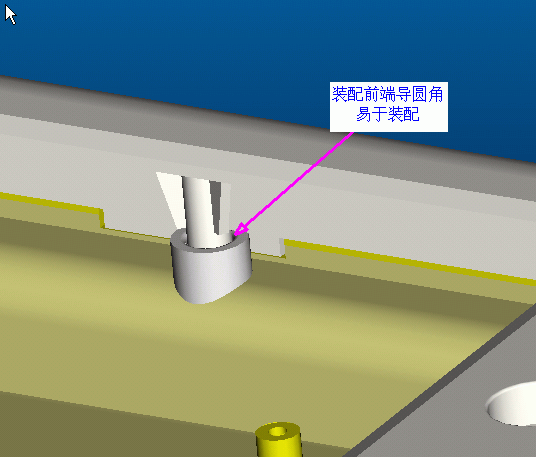
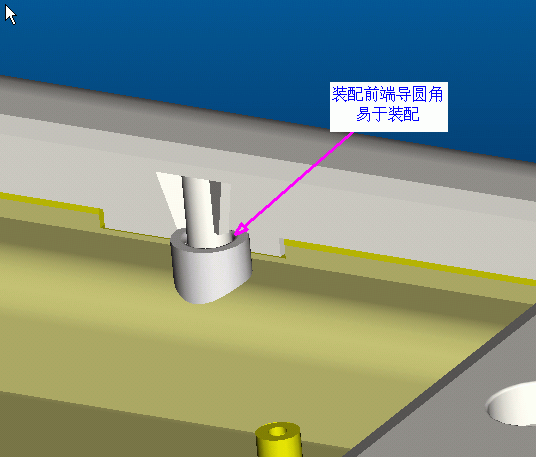
8、裝配零件前端斜度做大和加導角。
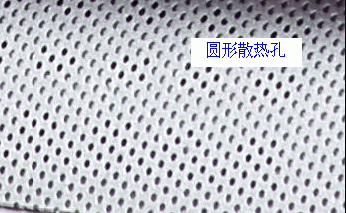
9、檔骨及一些散熱孔盡量做成圓形不要做方形,因圓形加工較方形容易,圓形件一般車床加工較方便,而方形件要線割或銑削都可耗時。
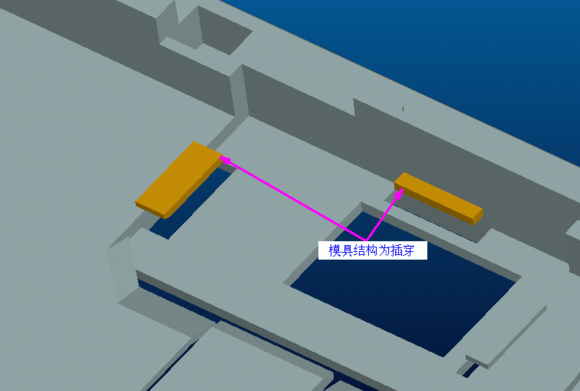
10、能做插穿孔結構就不要做成行位結構。
11、深柱(骨)位加筋,防止注塑時變形和增加柱位強度。
12、能取平面不取弧面 。